產品別名 |
焊接設備,金屬電阻焊機,閃光對焊機,鋼筋接頭機 |
面向地區(qū) |
對焊機說明
對焊,是指將焊件分別置于兩夾緊裝置之間,使其端面對準,在接觸處通電加熱進行焊接的方法。對焊要求焊件接觸處的截面尺寸、形狀相同或相近,以焊件接觸面加熱均勻。對焊主要用于制造封閉形零件(如自行車車圈、鋼窗等);軋材接長(如鋼鎮(zhèn)、鋼管、鋼筋等);異類材料焊接(如為節(jié)省貴重材料、提高刀具工作部位的壽命所進行的異類材料對焊)。對焊的生產率高、易于實現(xiàn)自動化,因而獲得廣泛應用。
銅鋁桿對焊機
由單相焊接變壓器、焊接夾具(偏心式和螺旋式兩種)、機身以及電器配置等所組成。(使用及維修參考UN系列其它說明,外型同UN-16型。)焊接直徑為:低碳鋼5-15mm,銅材4-8.5mm,鋁材6-14mm.
UN-20型對焊機,是根據(jù)目前廣大客戶的要求焊接直徑8mm的低氧銅桿特意制作,具有既能焊接銅桿用,又起到節(jié)約用電的效果。其結構主要由單相焊接變壓器、焊接夾具(偏心式和螺旋式兩種)、機身以及電器配置等所組成。(使用及維修參考UN系列其它說明,外型同UN-16型。)焊接直徑為:低碳鋼5-15mm,銅材4-8.5mm,鋁材6-14mm.
閃光對焊機簡介
閃光的主要作用是加熱工件。在此階段中,先接通電源,并使兩工件端面輕微接觸,形成許多接觸點。電流通過時,接觸點熔化,成為連接兩端面的液體金屬過梁。由于液體過梁中的電流密度,使過梁中的液體金屬蒸發(fā)、過梁爆破。隨著動夾鉗的緩慢推進,過梁也不斷產生與爆破。在蒸氣壓力和電磁力的作用下,液態(tài)金屬微粒不斷從接口間噴射出來。形成火花急流--閃光。
在閃光過程中,工件逐漸縮短,端頭溫度也逐漸升高。隨著端頭溫度的升高,過梁爆破的速度將加快,動夾鉗的推進速度也逐漸加大。在閃光過程結束前,使工件整個端面形成一層液體金屬層,并在一定深度上使金屬達到塑性變形溫度。
由于過梁爆破時所產生的金屬蒸氣和金屬微粒的強烈氧化,接口間隙中氣體介質的含氧量減少,其氧化能力可降低,從而提高接頭的質量。但閃光穩(wěn)定而且強烈。所謂穩(wěn)定是指在閃光過程中不發(fā)生斷路和短路現(xiàn)象。斷路會減弱焊接處的自保護作用,接頭易被氧化。短路會使工件過燒,導致工件報廢。所謂強烈是指在單位時間內有相當多的過梁爆破。閃光越強烈,焊接處的自保護作用越好,這在閃光后期尤為重要。
對焊毛坯端頭的加工可以在剪床、沖床、車床上進行,也可以用等離子或氣焰切割,然后清除端面。
閃光對焊時,因端部金屬在閃光時被燒掉,故對端面清理要求不甚嚴格。但對夾鉗和工件接觸面的清理要求,應和電阻對焊一樣。
1)程控降低電壓閃光對焊這種焊接方法的特點是,閃光開始階段采用較高的次級空載電壓,以利于激起閃光,當端面溫度升高后,再采用低電壓閃光,并保持閃光速度不變,以提高熱效率。接近頂鍛時,再提高次級電壓,使閃光強烈,以增加自保護作用。
程控降低電壓閃光對焊與預熱閃光對焊相比較,具有焊接時間短、需用功率低、加熱均勻等優(yōu)點。
2)脈沖閃光對焊 這種焊法的特點是,在動夾鉗送進的行程中,通過液壓振動裝置,再疊加一個往復振動行程,振幅為0.25-1.2mm,頻率為3-35Hz均勻可調。由于振動使焊件端面交替的短路和拉開,從而產生脈沖閃光。
脈沖閃光對焊與普通閃光對焊相比較,由于沒有過梁的自發(fā)爆破,噴濺的微粒小、火口淺,因而熱效率可提高一倍多,頂鍛留量可縮小到2/3-1/2。
以上兩種方法主要是為了滿足大斷面工件閃光對焊的需要。
3)矩形波閃光對焊 這種焊法與工頻交流正弦波閃光對焊相比較,能顯著提高閃光的穩(wěn)定性。因為正弦波電源當電壓接近零位時,將使閃光瞬間中斷,而矩形波可在全周期內均勻產生閃光。與電壓相位無關。
矩形波電源單位時間內的閃光次數(shù)比工頻交流提高30%,噴濺的金屬微粒細,火口淺、熱。矩形波頻率可在30-180Hz范圍內調節(jié)。這種方法多用于薄板和鋁合金輪圈的連續(xù)閃光對焊。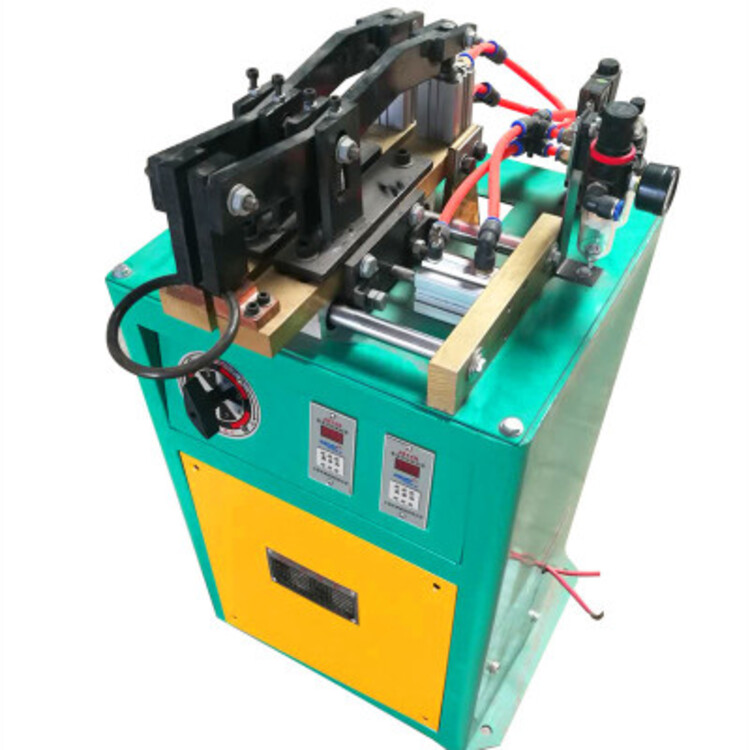
對焊機應用
其應用范圍可歸納如下:
(1)工件的接長 例如帶鋼、型材、線材、鋼筋、鋼軌、鍋爐鋼管、石油和天然氣輸送等管道的對焊。
(2)環(huán)形工件的對焊 例如汽車輪輞和自行車、摩托車輪圈的對焊、各種鏈環(huán)的對焊等。
(3)部件的組焊 將簡單軋制、鍛造、沖壓或機加工件對焊成復雜的零件,以降低成本。例如汽車方向軸外殼和后橋殼體的對焊,各種連桿、拉桿的對焊,以及特殊零件的對焊等。
(4)異種金屬的對焊 可以節(jié)約貴重金屬,提高產品性能。例如刀具的工作部分(高速鋼)與尾部(中碳鋼)的對焊,內燃機排氣閥的頭部(耐熱鋼)與尾部(結構鋼)的對焊,鋁銅導電接頭的對焊等。
桿件的對焊
多用于建筑業(yè)的鋼筋對焊,通常直徑d<10mm者用電阻對焊;d>10mm用連續(xù)閃光對焊;d>30mm用預熱閃光對焊。用手動對焊機時,由于焊機功率較小(通常不超過50KVA)d=15-20mm時,一般就要用預熱閃光對焊。
桿件對焊時可使用半圓形或V形夾鉗電極,后者可用于各種直徑,因而獲得廣泛應用。桿件屬實心斷面,剛性較大,可采用較長的伸出長度。
管子對焊
管子對焊廣泛用于鍋爐制造、管道工程及石油設備制造。根據(jù)管子的斷面和材料選擇連續(xù)或預熱閃光對焊。夾鉗電極可以用半圓形或V形。通常當管徑與壁厚的比值大于10時可選用半圓形,以防管子被壓扁。比值小于10時可選用V形。為避免管子在夾鉗電極中滑移,夾鉗電極應有適當?shù)墓ぷ鏖L度。管徑為20-50mm時,工件長度為管徑的2-2.5倍;管徑為200-300mm時為1-1.5倍。
由于管子是展開形斷面,散熱較快,端面液態(tài)金屬易于冷卻,頂鍛時難于擠出。面積分散,又使閃光過程中自保護作用減弱。因此,當工藝參數(shù)選擇不當時,非金屬夾雜物會殘留在接口中形成灰斑缺陷。保持穩(wěn)定閃光,提高閃光和頂鍛速度,并采用氣體保護,能減少或消除灰斑。
管子焊后,需去除內外毛刺,以管子外表光潔,內部有一定的通道孔徑。去除毛刺需使用工具。
對焊機根據(jù)焊接方式不同分:閃光對焊機 鋼筋對焊機 銅桿對焊機
閃光對焊主要是利用工件對口接觸電阻產生熱量加熱工件,金屬表面熔化,溫度梯度大,熱影響區(qū)比較小。
焊縫是在工件對口固相金屬產生塑性變性條件下,形成共同晶粒。焊縫組織、成分接近基本金屬(或者經過熱處理),比較容易獲得等強等塑焊接接頭。
閃光過程具有排出空氣,降低金屬氧化的自保護功能。頂鍛還能將氧化物隨液體金屬排出焊縫之外。焊縫夾雜、未焊透等缺陷較少。
閃光過程具有較強的自調節(jié)功能,對嚴格保持規(guī)范一致性要求較低,焊接質量穩(wěn)定。單位焊接截面積需要電功率小,焊接低碳鋼只需(0.1-0.3)KVA/mm2電功率。
焊接范圍
焊接適用范圍廣,原則上能鍛造的金屬材料都可以用閃光對焊焊接。例如低碳鋼、高碳鋼、合金鋼、不銹鋼等有色金屬及合金都可以用閃光對焊焊接。
焊接截面積范圍大,一般從幾十至幾萬mm2截面積都能焊接。
閃光對焊廣泛應用于焊接各種板件、管件、型材、實心件、刀具等,應用十分廣泛,是一種經濟、率的焊接方法。
主要優(yōu)點
1、 節(jié)能.散熱器閃光對焊機采用的是兩臺125KVA的阻焊變壓器為電源,氣動壓緊、頂鍛,無液壓站.相較于其它其它采用兩臺315KVA的單相交流阻焊變壓器和兩臺功率為18KVA液壓站的焊機, UN-250AB焊機可節(jié)電達78℅.
2、對電網的要求低.僅需250KVA的電網即可滿足.
3、焊接精度高.采用可編程控制器PLC和進口步進電機來控制閃光過程,能設定燒化量和燒化速度;通過微電腦阻焊控制器來控制焊接電流.焊后片頭的中心距誤差可控制在在±0.2mm內,方便后續(xù)的組片焊接.
4、自動對中功能.焊接前管柱兩端和兩個片頭端的間距一致,從而兩端燒化量的一致.
5、焊接.由于工件的壓緊采用的是倍力氣缸,其反應速度明顯快于液壓缸.
6、操作及維修服務方便.由于無液壓站,產品的調試點、故障點要少,不會出現(xiàn)漏油等現(xiàn)象.
對焊機安全操作流程
(1)接送料的工作臺面應和切刀下部保持水平,工作臺的長度可根據(jù)加工材料長度確定。加工較長的鋼筋時,應有專人幫扶,并聽從操作人員指揮,不得任意推拉。
(2)啟動前,檢查切刀應無裂紋,刀架螺栓緊固,防護罩牢靠。然后用手轉動皮帶輪,檢查齒輪嚙合間隙,調整切刀間隙。
(3)啟動后,應先空運轉,檢查各傳動部分及軸承運轉正常,方可操作。
(4)機械未達到正常轉速時不得切料。切斷時使用切刀的中、下部位,握緊鋼筋對準刀口迅速送入,操作者應站在固定刀片一側用力壓住鋼筋,應防止鋼筋末端彈出傷人。嚴禁用兩手分在刀片兩邊握住鋼筋俯身送料。
(5)不得剪切直徑及強度超過機械銘牌規(guī)定的鋼筋和燒紅的鋼筋。一次切斷多根鋼筋時,其總截面積應在規(guī)定范圍內。
(6)剪切低合金鋼時,應更換高硬度切刀,剪切直徑應符合機械銘牌規(guī)定。
(7)切斷短料時,靠近刀片的手和刀片之間的距離應保持150mm以上,如手握端小于400mm時,應用套管或夾具將鋼筋短頭壓住或夾牢。
(8)運轉中嚴禁用手直接消除附近的斷頭和雜物,鋼筋擺動周圍和刀口附近非操作人員不得停留。
(9)當發(fā)現(xiàn)機械運轉不正常、有異常響聲或切刀歪斜時,應立即停機檢修。維修保養(yǎng)停機,切斷電源后方可進行。
(10)液壓傳動式切斷機作業(yè)前,應檢查并確認液壓油位及電動機旋轉方向符合要求。啟動后,應空載運轉,松開放油閥,排凈液壓缸體內的空氣,方可進行切筋。
對焊機焊接范圍
焊接適用范圍廣,原則上能鍛造的金屬材料都可以用閃光對焊焊接。例如低碳鋼、高碳鋼、合金鋼、不銹鋼等有色金屬及合金都可以用閃光對焊焊接。焊接截面積范圍大,一般從幾十至幾萬mm2截面積都能焊接。
閃光對焊廣泛應用于焊接各種板件、管件、型材、實心件、刀具等,應用十分廣泛,是一種經濟、率的焊接方法。
鋼筋對焊機
鋼筋對焊機的分類 對焊機種類很多,按焊接方法可分為電阻對焊、連續(xù)閃光對焊和預熱閃光對焊等三種。按其結構形式可分為彈簧頂鍛式、氣壓頂鍛式等多種。
———— 認證資質 ————
最近來訪記錄